電 話:0517-82738302,0517-82738305
手 機:136-0610-3458(朱先生)
傳 真:0517-82736226
郵 箱:Jiangsukuaile@vip.163.com
網 址: www.hch-loho.com
地 址:江蘇省淮安市漣水經濟開發區紅日大道西道路南

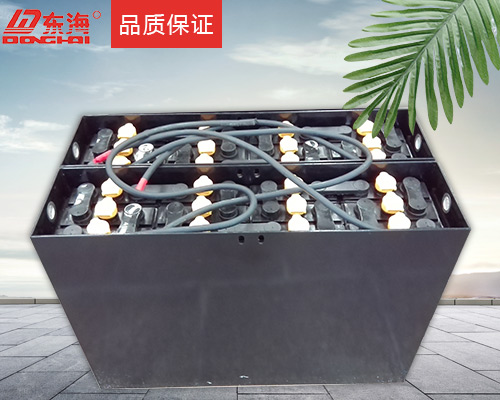
電動叉車蓄電池一般為管式極 板,以深循環放電作用,需要持續不斷工作,對生產鑄造工藝要求十分高,特別是板柵。下面 觀光車電瓶 廠家 介紹下 正規的 觀光車電瓶 的步驟步驟:1、根據不同種 類的電池確定合金鉛的規格,然后進行鉛爐高溫溶化,達到一定的工藝要求后,澆注金屬模具,待冷卻出模整體存放。2、控制好電池板柵的質量、厚度、完整性、 尺寸、重量等方面。第三,我們說到了叉車蓄電池的“心臟”,極板是它的核心,極板好壞品質,可以決定電池的壽命,生極板的主要控制參數投膏量、厚度、含酸 值。密度、水分、游離鉛含量等幾個方面。總之,要想品牌迅速擴大,立足市場,必須有過硬的技術。

觀光車電瓶 廠家 先找準破裂處的大致范圍。把加液蓋擰緊,用毛刷蘸水將其表面刷洗干凈,用可調溫型塑料焊槍(簡稱:焊槍)吹干水分,用透明膠帶或標簽紙將通氣小孔封好。將破裂處的一面朝上,用毛刷蘸水把破裂處周圍清洗干凈,再用焊槍吹干水分。選擇好焊槍的檔位,對塑料棒加熱使之熔化后均勻涂在破裂處的周圍,將事先準備好的補丁壓在破裂處,并繼續加熱一、二分鐘,待完全粘合后停止加熱并冷卻好。擰下加液蓋,去掉加液蓋上的透明膠帶檢查液面高度,如有泄漏缺液的,應補加電解液。最后,如果 觀光車電瓶 廠家 無法修復,只有更換單體,依序焊接好。

正規的 觀光車電瓶 依靠2V的單體串聯組成,混合更加強的電流,以達到驅動叉車行駛為目的,單體在最初期,采用管式 極板組合,初充電爭兩個階段進行:首先用初充電電流充到電解液放出氣泡,單格電壓升到2.3~2.4V為止。然后將電流降為1/2初充電電流,繼續充到電 解液放出劇烈的氣泡,比征和電壓連續3h穩定不變為止。全部充電時間約為45~65h, 觀光車電瓶 廠家 過程中應常測量電解液溫度用電流減半、停止充電或冷卻的方法, 將溫度控制在35~40℃,初充電完畢時,若電解液比重不合規定,應用蒸餾水或比重為1.4的電解液進行調整。
觀光車電瓶 廠家 斷續充電可以說降低了它的循環次數,不少工廠叉車司機中午休息的時候,電瓶叉車還剩余一半電量,接上充電,充電1小時又繼續用車,叉車蓄電池的晶體越來越大,儲能電流將會下降。目前蓄電池使用者和管理者對蓄電池維護的重要性認識不足、重視不足、維護不及時。對蓄電池維護僅局限于蓄電池補水等簡單維護工作,對于 正規的 觀光車電瓶 的維護方法不了解!
聯系地址:江蘇省淮安市漣水經濟開發區紅日大道西道路南
公司郵箱:Jiangsukuaile@vip.163.com
聯系電話:0517-82738302,0517-82738305
聯系手機:13606103458(朱先生)
歡迎您來電咨詢

掃
一
掃
了
解
更
多